

 Englisch
Englisch عربي
عربي Spanisch
Spanisch
×
Passwort
Password bekommen
Geben Sie ein Passwort ein, um relevante Inhalte herunterzuladen.
Einreichen
 +86-15267462807
+86-15267462807
 Sprache
Sprache
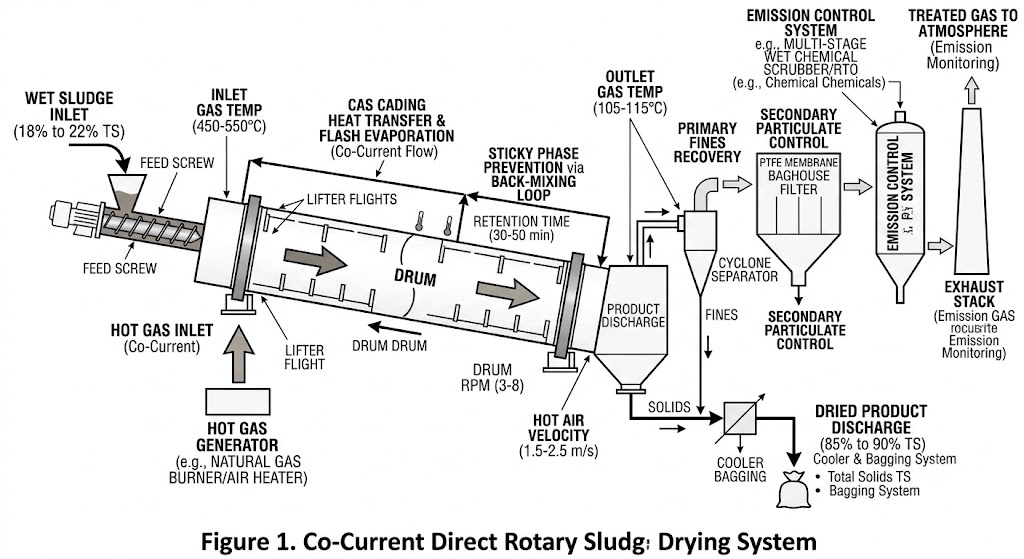
Die Rotationstrocknung ist eine grundlegende thermische Entwässerungstechnologie für industrielle und kommunale Abwasserrückstände. Der Kernmechanismus basiert auf einer rotierenden zylindrischen Trommel, die leicht zur Horizontalen geneigt ist und nassen Schlamm durch einen Strom erhitzten Gases kaskadiert. Bei Direkt-(Konvektions-)Rotationstrocknern kommt das heiße Rauchgas oder die erhitzte Luft in direkten Kontakt mit dem Schlamm, wodurch die Wärme- und Stoffübertragungsraten maximiert werden. Bei indirekten (Konduktions-)Konfigurationen strömt das Heizmedium (typischerweise Dampf oder heißes Thermoöl) durch einen Mantel oder Innenrohre und überträgt Wärmeenergie durch die Metallwände, um das Abgasvolumen und die Geruchsbekämpfungsprobleme zu minimieren.
Die interne Mechanik wird stark vom Auftriebs- oder Flugprofil bestimmt. Während sich die Trommel dreht, heben diese Flügel den Schlamm an und schütten ihn durch den Gasstrom nach unten, wodurch ein kontinuierlicher Materialvorhang entsteht, der den volumetrischen Wärmeübertragungskoeffizienten optimiert. Die Konfiguration des Gasflusses bestimmt den Wärmegradienten: Der Gleichstrom (Parallelstrom) führt das heißeste Gas dem feuchtesten Schlamm zu und verhindert so das Anbrennen des Produkts und das Verdampfen flüchtiger organischer Verbindungen (VOC), während der Gegenstrom das trockenste Produkt mit dem heißesten Gas in Kontakt bringt, wodurch eine extrem niedrige Restfeuchte erreicht wird, aber strenge Temperaturkontrollen erforderlich sind.
Die Betriebskontrolle erfordert die strikte Einhaltung quantitativer Parameter. Für typischen kommunalen Schlamm mit einem anfänglichen Feststoffgehalt der Beschickung von 18 % bis 22 % Gesamtfeststoffgehalt (TS), der auf ein Endprodukt von 85 % bis 90 % TS abzielt, liegen die Einlassgastemperaturen des direkten Trockners typischerweise zwischen 450 und 550 Grad Celsius, wobei die entsprechenden Auslasstemperaturen streng zwischen 105 und 115 Grad Celsius gehalten werden, um Kondensation zu verhindern. Die Verweilzeit in der Trommel beträgt je nach Trommeldrehzahl (normalerweise 3 bis 8 U/min) und Fluggeometrie 30 bis 50 Minuten. Die optimale Heißluftgeschwindigkeit liegt zwischen 1,5 und 2,5 Metern pro Sekunde; Geschwindigkeiten unterhalb dieses Bereichs verringern die Feuchtigkeitstransportkapazität, während zu hohe Geschwindigkeiten zu einer vorzeitigen Mitnahme feiner Partikel führen und nachgeschaltete Zyklone überlasten.
Die Feuchtigkeitsüberwachung nutzt Online-Hochfrequenz-Mikrowellen- oder Nahinfrarot-Sensoren (NIR), die an der Auswurfrutsche angebracht sind, um Echtzeit-Feedback zu liefern, ergänzt durch eine Offline-Verifizierung der gravimetrischen Ofentrocknung (Standardmethode 2540G). Eine kritische, häufig übersehene Kontrollvariable ist die Futterkonsistenz. Plötzliche Abfälle im Feststoffgehalt der Beschickung erhöhen die thermische Belastung sofort und führen zu einem schnellen Abfall der Abgastemperatur; Wenn die Abgastemperatur unter den Taupunkt fällt (typischerweise etwa 80 bis 85 Grad Celsius bei sehr feuchten Strömen), kommt es zu örtlicher Kondensation, die zu starker Schlammanhaftung, Ablagerungen und unregelmäßigen VOC-Freisetzungsmustern führt.
Die sequentielle Aufteilung des Rotationstrocknungsmechanismus erfolgt über die folgenden unterschiedlichen physikalischen Phasen:
Die Optimierung der Wirtschaftlichkeit eines Rotationstrocknungssystems erfordert eine strenge Beachtung der Vorentwässerungsstufen. Die direkte Einspeisung von flüssigem Rohschlamm in einen thermischen Trockner ist thermodynamisch unzumutbar. Für einen wirtschaftlichen Betrieb ist eine Vorentwässerung auf mindestens 18 % bis 25 % TS erforderlich. Gängige mechanische Entwässerungstechnologien weisen unterschiedliche Leistungs- und Polymerdosierungsbereiche auf: Bandfilterpressen liefern typischerweise 18 % bis 22 % TS mit einer kationischen Polymerdosis von 6 bis 10 Kilogramm pro Trockentonne; Schneckenpressen liefern 20 % bis 24 % TS bei 8 bis 12 Kilogramm pro Tonne; und Hochgeschwindigkeits-Vollmantelzentrifugen erreichen 22 % bis 28 % TS, erfordern jedoch höhere Polymerdosierungen im Bereich von 10 bis 15 Kilogramm pro Tonne Trockenmasse. Rückstände von Polyacrylamid (PAM) aus diesen Schritten können die Klebrigkeit des Schlamms während des anschließenden thermischen Übergangs verstärken.
Um einen Rotationstrockner genau zu dimensionieren, müssen Ingenieure eine strikte Massenbilanz einhalten. Stellen Sie sich eine kommunale Anlage vor, die pro Tag 50 feuchte Tonnen entwässerten Schlammkuchens mit einem anfänglichen Feststoffgehalt von 18 % TS und einem angestrebten Endtrockengehalt von 85 % TS verarbeitet. Die pro Tag verarbeitete Gesamttrockenmasse wird wie folgt berechnet: 50 Nasstonnen multipliziert mit 0,18, was 9 Trockentonnen pro Tag entspricht. Die Endproduktmasse wird wie folgt berechnet: 9 Trockentonnen dividiert durch 0,85, was 10,59 Tonnen Trockenprodukt pro Tag entspricht. Daher beträgt die stündliche Wasserverdunstung (W), die über ein 24-Stunden-Betriebsfenster erforderlich ist, (50 minus 10,59) geteilt durch 24, was 1,642 Tonnen verdunstetem Wasser pro Stunde oder etwa 1642 Kilogramm Wasser pro Stunde entspricht.
Unter der Annahme einer konservativen volumetrischen Verdunstungswasserrate von 35 Kilogramm Wasser pro Kubikmeter-Stunde für Direktrotationstrockner beträgt das erforderliche aktive Trommelvolumen (V): 1642 geteilt durch 35, was 46,9 Kubikmetern entspricht. Bei einem Standardverhältnis von Durchmesser zu Länge von 1 zu 5, einem Trommeldurchmesser (D) von 2,2 Metern und einer aktiven Länge (L) von 11,0 Metern ergibt sich ein Gesamtvolumen von 41,8 Kubikmetern; Eine leichte Anpassung der Länge auf 12,5 Meter ergibt die erforderlichen 47,5 Kubikmeter und schafft so eine robuste Dimensionierungshülle. Die theoretische Verweilzeit (t) kann mithilfe der empirischen Beziehung t = (0,23 * L) / (D * RPM * S) überprüft werden, wobei S die Trommelsteigung ist (typischerweise 3 % bis 5 %). Bei einer 12,5-Meter-Trommel mit 5 U/min und einer Neigung von 4 % entspricht die Verweilzeit perfekt dem erforderlichen 40-minütigen Wärmeprofil.
Die Bewältigung saisonaler Schlammschwankungen erfordert ein automatisiertes Rückmischsystem (oder Rückführungssystem). Wenn nasser Kuchen in den TS-Bereich von 40 % bis 60 % fällt, tritt er in die berüchtigte „klebrige Phase“ ein, in der sich das Material wie eine hochviskose Paste verhält, was zu katastrophaler Verstopfung des Fördergangs und Trommelverstopfung führt. Um dies zu umgehen, wird ein Teil des fertigen Trockengranulats mit 85 % TS mechanisch recycelt und mit dem eingehenden Nasskuchen mit 18 % TS in einem Doppelwellen-Paddelmischer vermischt, bevor es in den Zuführschacht des Trockners gelangt. Dadurch wird der Feststoffgehalt des gemischten Futters sofort auf über 62 % TS erhöht, wodurch die klebrige Phase vollständig umgangen wird und ein frei fließendes, körniges Futter gewährleistet wird, das Verstopfungen beseitigt.
Die thermische Schlammtrocknung ist eine energieintensive Anwendung, die eine genaue Quantifizierung der Nettoenergiebilanz erfordert. Der grundlegende Energieverbrauch für die Wasserverdampfung in einem Direktrotationstrockner liegt zwischen 2800 und 3200 Kilojoule pro Kilogramm verdampftem Wasser, was ungefähr 775 bis 890 Kilowattstunden thermischer Energie pro entfernter Tonne Wasser entspricht. Der Stromverbrauch für Zusatzgeräte – darunter Trommelantriebe, Förderschnecken, Saugzuggebläse und Umwälzpumpen – führt zu zusätzlichen 30 bis 50 Kilowattstunden pro verarbeiteter nasser Tonne. Die genaue Aufschlüsselung der Wärmeenergiebilanz umfasst: die latente Verdampfungswärme (festgelegt auf etwa 2260 Kilojoule pro Kilogramm), die fühlbare Wärme, die erforderlich ist, um die Schlammmatrix und das Wasser von der Umgebungstemperatur auf die Verdampfungstemperatur zu bringen (typischerweise 150 bis 200 Kilojoule pro Kilogramm), sowie Systemstrahlungs- und Abgaskaminverluste (im Bereich von 400 bis 700 Kilojoule pro Kilogramm).
Die Auswahl der primären Wärmequelle beeinflusst im Wesentlichen die Betriebsausgaben (OPEX) und die Kohlenstoffintensität, wie unten beschrieben:
| Wärmequellentyp | Bereich der thermischen Effizienz | Relative Betriebskosten | Auswirkungen auf den CO2-Fußabdruck |
|---|---|---|---|
| Erdgas (direkt befeuert) | 80 % - 85 % | Mittel (marktabhängig) | Mäßig (Basislinien für fossile Brennstoffe) |
| Sattdampf (indirekt) | 75 % – 82 % | Niedrig (bei Kraft-Wärme-Kopplung) | Variabel (abhängig vom Kesselbrennstoff) |
| Rauchgasabwärme | 60 % - 70 % | Nahe Null | Am niedrigsten (vernachlässigbare Nettoemissionen) |
| Biomassevergasung | 70 % – 78 % | Niedrig bis mittel | CO2-neutrales Potenzial |
| Elektrische Wärmepumpen | 200 % – 300 % (COP-Äquivalent) | Hoch (regionale Stromtarife) | Niedrig (wenn an Clean Grid gebunden) |
Die Kontrolle der Luftemissionen und eine strikte Geruchsminderung sind zwingend erforderlich, um die Einhaltung der Standards des U.S. Federal EPA Clean Air Act und der Betriebsgenehmigungen nach Titel V auf Landesebene sicherzustellen. Der Abgasstrom eines Rotationsschlammtrockners enthält hohe Konzentrationen an Feuchtigkeit, Feinstaub, Schwefelwasserstoff, Ammoniak und flüchtigen organischen Verbindungen. Die Partikelkontrolle wird über ein zweistufiges System erreicht: ein primärer hocheffizienter Zyklon, der 95 % bis 98 % der getrockneten Biofeststoff-Feinstoffe zurückgewinnt, gefolgt von einem Pulse-Jet-Schlauchfilter, der mit Membranfiltern aus Polytetrafluorethylen (PTFE) ausgestattet ist, die für Umgebungen mit hoher Temperatur und hoher Luftfeuchtigkeit ausgelegt sind.
Was die Einhaltung gasförmiger Schadstoffe und Gerüche betrifft, hängt die technische Auswahl von den regionalen Vorschriften ab. Thermische Oxidationsmittel (TO) oder regenerative thermische Oxidationsmittel (RTO) werden eingesetzt, wenn die Zerstörung von VOCs und die vollständige Geruchsbeseitigung gesetzlich vorgeschrieben sind; Sie arbeiten bei 815 bis 870 Grad Celsius mit einer Verweilzeit von 0,5 bis 1,0 Sekunden und erreichen eine Zerstörungseffizienz von 99 %, verursachen jedoch erhebliche Kraftstoffeinbußen. Wo die Brennstoffkosten unerschwinglich sind und die chemischen Beschränkungen dies zulassen, werden mehrstufige nasschemische Wäscher mit Natriumhypochlorit, Natriumhydroxid und Schwefelsäure eingesetzt, um saure Gase und Geruchsstoffe zu neutralisieren, häufig gefolgt von einem technischen Biofilterbett mit Holzschnitzelmedien, um restliche Spuren organischer Verbindungen biologisch abzubauen, bevor sie über einen erhöhten Schornstein in die Atmosphäre abgegeben werden.
Die Verarbeitung von Schlamm durch einen Rotationstrockner verwandelt einen gefährlichen flüssigen Abfall in ein wertvolles, stabiles Gut. Gemäß den US-Vorschriften EPA Teil 503 wird das Material als Biofeststoffe der Klasse A klassifiziert, wenn ein Produkttemperatur-Zeit-Verhältnis aufrechterhalten wird, bei dem Schlammfeststoffe über einen kontinuierlichen Zeitraum von mindestens 30 Minuten Temperaturen von mehr als 70 Grad Celsius ausgesetzt werden, kombiniert mit dem Erreichen einer Endtrockenheit von mehr als 90 % TS. Der Status „Klasse A“ bescheinigt, dass die Krankheitserregerdichte unter nachweisbare Grenzen sinkt, was die uneingeschränkte Vermarktung des Materials als Düngemittel oder Bodenverbesserung für die landwirtschaftliche Nutzung, den Rasenanbau und die Landgewinnung ermöglicht, wodurch die Deponiegebühren vollständig entfallen. Alternativ besitzen getrocknete Biofeststoffe aufgrund des hohen organischen Anteils einen geringeren Heizwert von 12.000 bis 16.000 Kilojoule pro trockenem Kilogramm, was sie zu einem hervorragenden Zusatzbrennstoff für Zementöfen oder Kohlekraftwerke macht.
Beim Austritt aus der Drehtrommel hat das getrocknete Granulat eine Temperatur von 85 bis 105 Grad Celsius. Bei einer sofortigen Lagerung bei dieser Temperatur besteht ein extremes Risiko einer Selbstentzündung, die durch lokale biologische und chemische Oxidation verursacht wird. Daher muss das Produkt sofort in einen indirekten Rotations- oder Mantelschneckenkühler gelangen, um die Kerntemperatur auf unter 40 Grad Celsius zu senken, bevor es zu Pelletierstationen oder Lagersilos gefördert wird. Darüber hinaus unterliegt der Umgang mit trockenem Biofeststoffstaub strengen Vorschriften durch NFPA 652 (Standard on the Fundamentals of Combustible Dust) und NFPA 855. Alle geschlossenen Förderer, Lagersilos und Absackstationen müssen über Explosionsentlastungsplatten, Funkenerkennungssysteme und Inertisierungskreisläufe mit Stickstoff oder rezirkuliertem sauerstoffarmen Gas verfügen, um Staubexplosionen zu verhindern.
Die wirtschaftliche Bewertung erfordert eine klare Kapitalaufwendungs- (CAPEX) und Betriebsausgaben- (OPEX) Matrix. Für eine standardmäßige kommunale Anlage mit 50 Nasstonnen pro Tag liegen die Investitionskosten zwischen 3,5 und 5,5 Millionen US-Dollar und umfassen die Trocknertrommel, Upgrades vor der Entwässerung, Rückmischkreisläufe, Luftaufbereitungsstränge und automatisierte Steuerungssysteme. Bei den Betriebskosten dominieren die Kosten für thermische Energie (normalerweise 45 % bis 55 % der Gesamtbetriebskosten), gefolgt von elektrischer Energie (15 % bis 20 %), Wartungsverschleißkomponenten (15 %) und Polymerverbrauchsmaterialien. Bei mechanischen Wartungsstrategien müssen stark verschleißende Komponenten Vorrang haben: Die Graphit- oder Kohlenstoff-Gleitringdichtungen der Haupttrommel müssen vierteljährlich überprüft und alle 12.000 bis 18.000 Betriebsstunden ausgetauscht werden. Die internen Heber und Verschleißauskleidungen am Einlass erfordern aufgrund der Abrasivität des Schlamms alle 24.000 Stunden ein Auftragschweißen oder einen Austausch. und die Hauptzapfenlager erfordern eine kontinuierliche automatische Schmierung, um eine vorzeitige katastrophale Ermüdung zu verhindern.
Vor dem vollständigen Kapitaleinsatz sollten die Entwicklungsteams ein strukturiertes Pilottestprogramm durchführen. Um die spezifischen Schlammeigenschaften abzubilden, ist ein strenges 5- bis 10-tägiges Pilotprotokoll mit einem mobilen Rotationstrockner mit einer Leistung von 200 Kilogramm pro Stunde unerlässlich. Die umfassende Probenahme- und Testmatrix vor der Inbetriebnahme sollte genau den unten aufgeführten Parametern folgen:
| Testparameter | Referenz zur analytischen Methode | Technischer Zweck / umsetzbare Designmetrik |
|---|---|---|
| Gesamtfeststoffe und flüchtige Feststoffe | EPA-Methode 1684 / SM 2540G | Erstellt eine genaue Massenbilanz und berechnet die Nettobeladung mit flüchtigen organischen Stoffen. |
| Zone der klebrigen Phase des Schlamms | Rheologisches Drehmomentprofil | Identifiziert die genauen Feuchtigkeitsgrenzen, um das Rückmischungs-Recyclingverhältnis zu programmieren. |
| Fäkalcoliforme Bakterien / Salmonellen | Einhaltung der EPA Part 503-Regeln | Verifiziert die Effizienz der Krankheitserregervernichtung, um die Biosolid-Zertifizierung der Klasse A zu gewährleisten. |
| Abgas-VOC und spezifischer Geruch | EPA-Methode 25A / ASTM E679 | Dimensioniert das thermische Oxidations- oder nasschemische Wäschersystem entsprechend den örtlichen Luftgenehmigungen. |
| Ascheschmelztemperatur | ASTM D1857 | Bestimmt das Verschlackungspotenzial, wenn der getrocknete Biofeststoff als Brennstoffquelle genutzt wird. |
Der Einsatz eines optimierten thermischen Trocknungssystems erfordert ein präzises Gleichgewicht zwischen Thermodynamik, Maschinenbau und Umweltverträglichkeit. Standardausrüstung von der Stange liefert selten die erforderliche Effizienz, um komplexe kommunale und industrielle Schlammmatrizen sicher zu handhaben. Um Ihr Ingenieurteam bei der Bewältigung der ersten Entwurfsphasen zu unterstützen, stellt unsere technische Abteilung einen kostenlosen, cloudbasierten Energie- und Größenschätzer für die Schlammtrocknung zur Verfügung. Dieses Engineering-Tool nutzt Ihre spezifischen betrieblichen Eingaben, um innerhalb von Minuten eine vorläufige Massenbilanz, grundlegende Trommelabmessungen und geschätzte Versorgungsanforderungen zu erstellen.
Um ein maßgeschneidertes Kapitalvermögensprofil zu erhalten oder eine umfassende Bewertung im Pilotmaßstab in Ihrer Einrichtung zu vereinbaren, wenden Sie sich noch heute an unsere Anwendungstechnik-Gruppe. Bitte stellen Sie zu Beginn Ihrer Beratung sicher, dass Ihr Projektteam die folgenden primären Eingabekriterien erfasst hat, um die technische Bewertung zu beschleunigen:
Vereinbaren Sie eine technische Telefonkonferenz mit unseren erfahrenen Prozessingenieuren, um eine umfassende CAPEX-, OPEX- und lokale Return-on-Investment (ROI)-Analyse zu erhalten, die auf die individuellen Betriebsparameter Ihrer Anlage zugeschnitten ist.


86 - 571 - 88647609

+ 86-15267462807
